
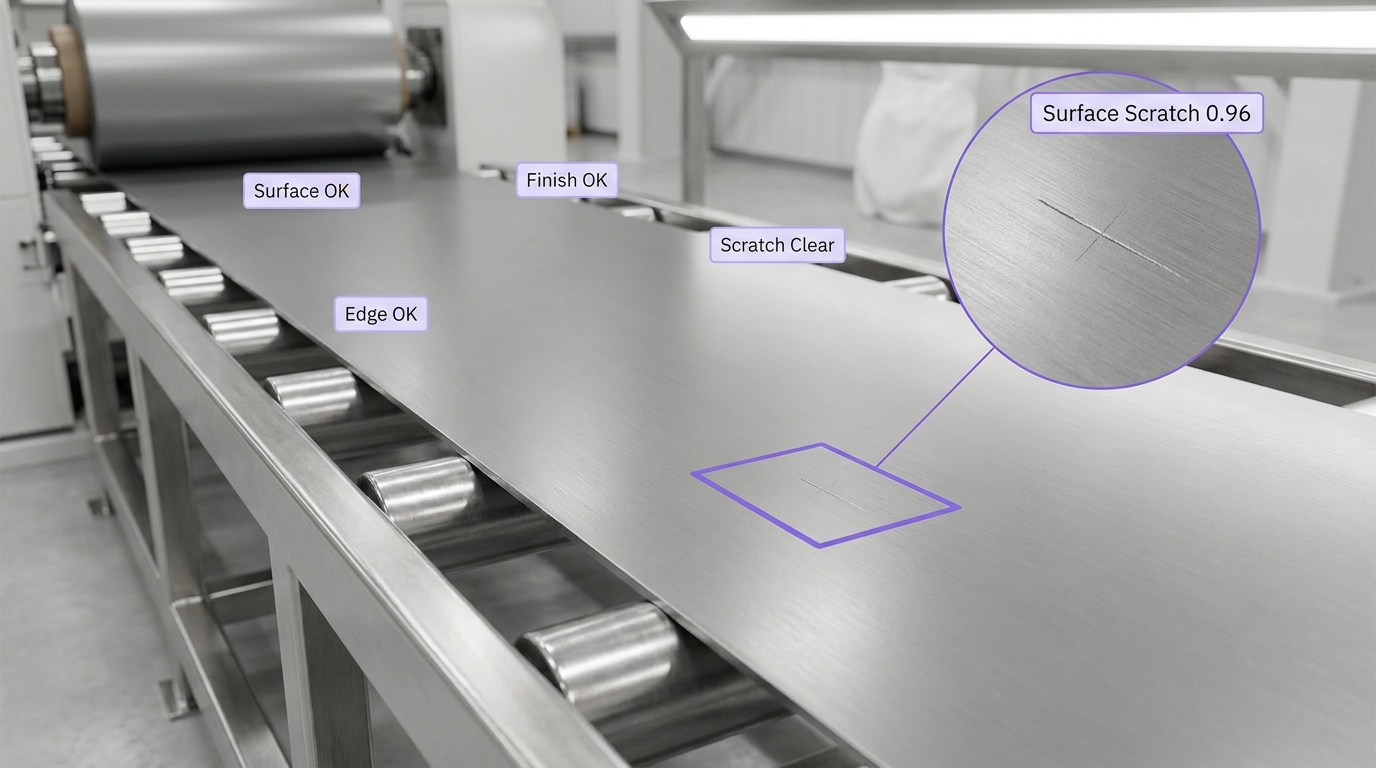
Use RF-DETR for Metal Surface Defect Detection
RF-DETR is a real-time transformer architecture for object detection and instance segmentation that handles the subtle morphological variation of metal surface defects.





Add a real-time inspection layer to every metal part and coil on the line with Vision AI for metal surface defect detection. Built for the operations where one missed scratch on an automotive body panel, undetected corrosion on an aerospace forging, mis-flagged rolling defect on coil destined for a customer, or coating anomaly on a finished part can mean rework downstream, a warranty claim, an automotive recall on a deployed program, a customer chargeback that erodes margin and Tier 1 supplier reputation, or a field-failure that ends in litigation. Whether you're inspecting hot-rolled and cold-rolled coil on the mill, cast or forged parts at the foundry, machined components in precision shops, welded assemblies, painted or plated finished parts, or robot-mounted inspection on automotive body-in-white, Roboflow extends QC coverage to every part on the line.
Coil, Sheet, and Strip Surface Defects:
Cast, Forged, and Machined Part Defects:
Coating, Plating, and Final Surface QC:
Bring intelligence to every metal part today. Stop surface defects from becoming warranty claims, recalls, customer chargebacks, or field failures.
What is metal surface defect detection with Vision AI?
Metal surface defect detection with Vision AI uses computer vision models to inspect metal parts and coils at every stage of manufacturing, catching scratches and tool marks, dents and deformation, pits and inclusions, rolling defects (roll marks, sticker marks, slivers, edge cracks), seams and laps in cast and forged parts, corrosion and stains, weld surface defects (porosity, undercut, spatter), and coating anomalies (orange peel, fisheye, runs, sags, holidays, color drift) across thousands of part configurations and surface finishes.
Can Vision AI catch the subtle metal surface defects that rule-based vision struggles with?
Yes. Subtle metal surface defects, lot-to-lot finish variation, and grade-specific defect morphology are exactly where rule-based and template-based machine vision systems feel the most pressure. Rule-based vision excels at deterministic measurement tasks with high-contrast features, fixed lighting, and consistent surface presentation, but struggles with metal surface defects because metal surfaces are reflective and specular (creating glare that breaks templating), defect morphology varies lot to lot (a roll mark on one batch looks different from another batch from the same mill), surface finish varies by alloy and processing (hot-rolled, cold-rolled, pickled, galvanized, and anodized all reflect light differently), and SKU complexity spans hundreds of grades, finishes, and customer-specific surface specifications.
Roboflow models add a deep-learning inspection layer trained on your actual product appearance, lot variation, and grade-specific characteristics, catching the defect categories rule-based vision struggles with and co-piloting existing surface inspection systems from ISRA Vision, Parsytec, AMETEK Surface Vision, and IMS Systems by adding visual verification on borderline rejects.
Does metal surface defect detection support ASTM A1030, ASTM B610, IATF 16949, and AS9100?
Yes. Roboflow models can be trained against your specific ASTM A1030 (Standard Test Method for Visual Examination of Steel Strip, Plate, and Sheet), ASTM B610 (Standard Specification for Aluminum Surface Defects), ASTM E165 (liquid penetrant testing), ASTM E709 (magnetic particle testing), ISO 4287 (Surface Texture), ISO 8501 (Surface Preparation Before Coating Application), ISO 1101 (Geometrical Product Specifications), IATF 16949 for automotive quality management, AS9100 and AS9110 for aerospace quality management, ISO 9001, NACE corrosion standards, and customer-specific PPAP and APQP acceptance criteria. Your metallurgy and quality teams own the acceptance criteria; Roboflow provides the inspection engine that enforces them at line speed across every part and coil.
Can it integrate with our mill PLCs, robot inspection cells, MES, eQMS, and ERP?
Yes. Roboflow Inference exposes a standard API and supports common metal manufacturing automation protocols. Customers integrate with mill-level PLCs from Allen-Bradley, Siemens, ABB, and GE, robot inspection cells from FANUC, ABB, KUKA, and Yaskawa, surface inspection systems from ISRA Vision (now Atlas Copco), Parsytec, AMETEK Surface Vision, and IMS Systems, mill MES platforms (PSI Metals, Quintiq, Aspen Technology, AVEVA), eQMS (MasterControl, Veeva Vault QMS, Sparta TrackWise, ETQ Reliance), and ERP (SAP, Oracle) through REST, MQTT, OPC UA, and direct database writes, with PLC-level integration to coil line speed controllers, robot pick decisions, and downstream sorting where pass/fail decisions need to drive line behavior.


